Использование системы IES (Изотермическое прессование) и системы IES PLUS позволяет достигать и поддерживать стабильное качество продукта, управляя заданным значением температуры заготовки на выходе из печи и скоростью экструзии пресса, значительно увеличивая производство и сокращая отходы.
Основные преимущества
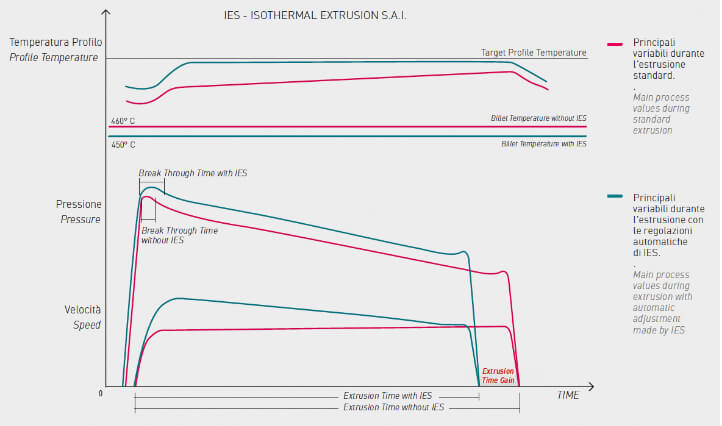
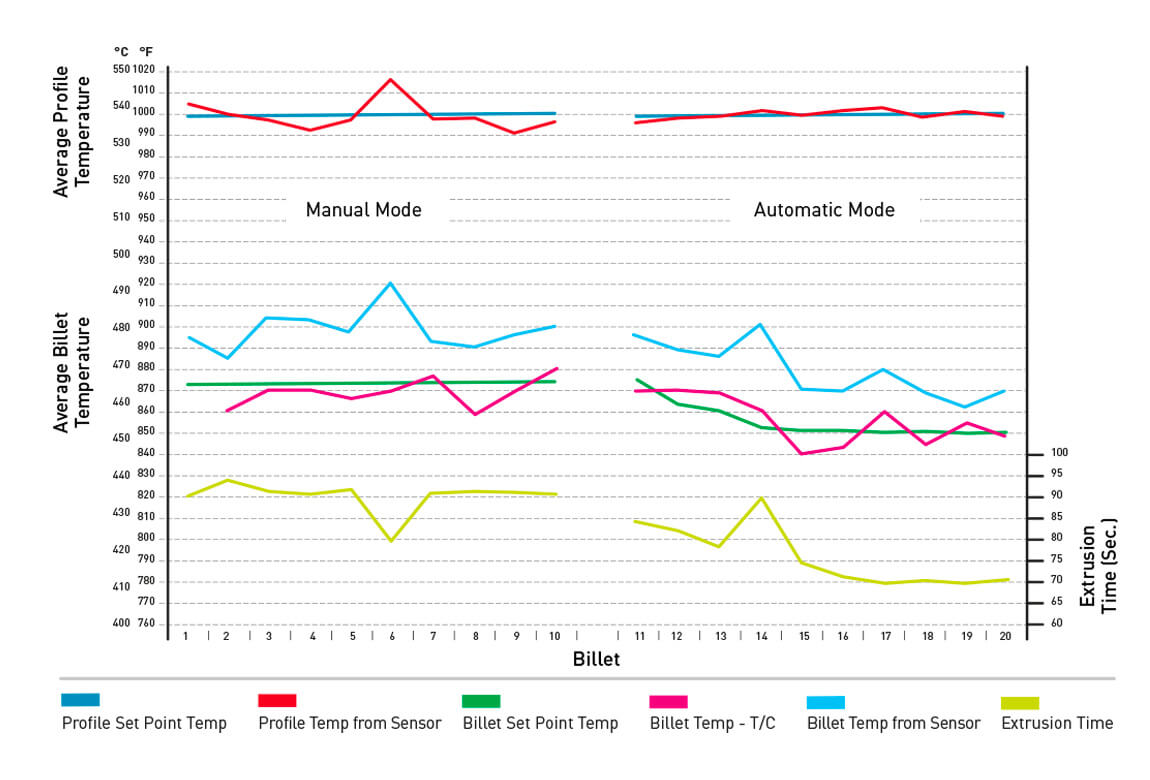
- Постоянная температура профиля (изотермическая экструзия)
- Автоматическая оптимизация пикового давления и времени выхода
- Увеличение скорости экструзии
- Сокращение времени экструзии
- Более низкая температура экструзии заготовки
Системы IES и IES PLUS могут быть интегрированы в любой тип оборудования благодаря простому монтажу и простому использованию, без необходимости остановки оборудования. Системы IES и IES PLUS удачно взаимодействуют с имеющимся у заказчика оборудованием, помогая достичь максимальной производительности и уровня качества с использованием возможностей прессового комплекса.
МАКСИМИЗАЦИЯ ТЕХНИЧЕСКИХ ВОЗМОЖНОСТЕЙ, КАЧЕСТВА И ПРОИЗВОДИТЕЛЬНОСТИ
- Увеличение скорости прессования на 10-20%.
- Улучшение качества продукции за счет улучшения качества поверхности, уменьшения дефектов и сокращения отходов.
- Более стабильная производительность пресса у любого оператора, работающего по стандартам передового уровня (Best Practice Standard).
КОНТРОЛЬ ЗАМКНУТЫЙ ЦИКЛ
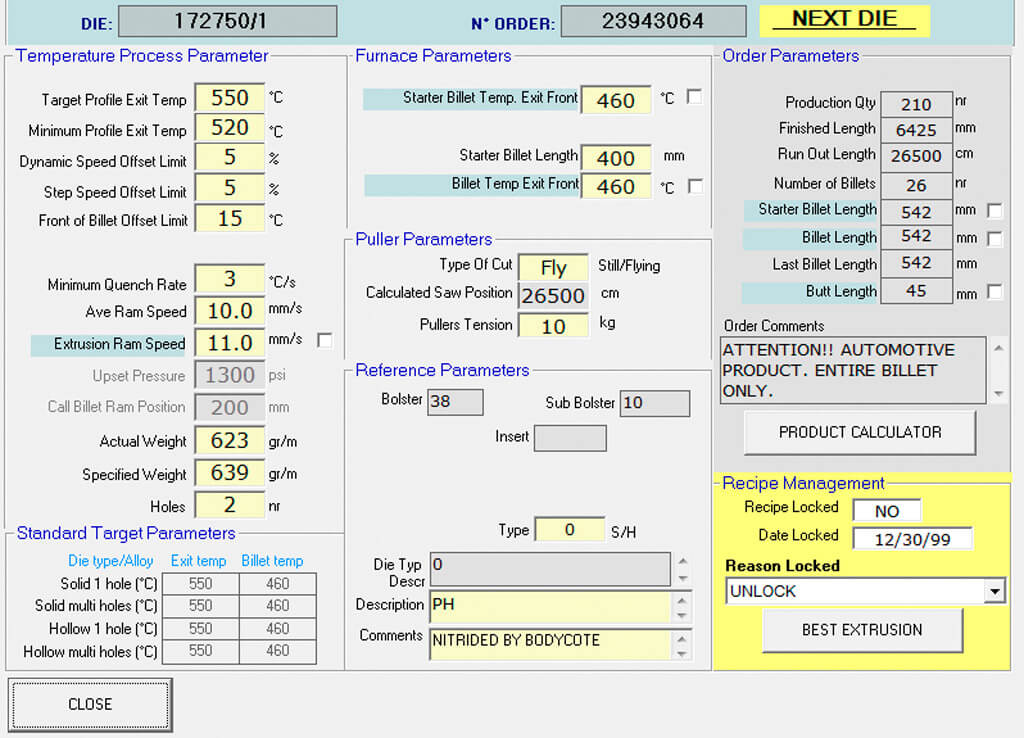
Автоматическая оптимизация температуры заготовки и профиля на выходе из пресса для увеличения скорости и обеспечения высокого качества продукции.
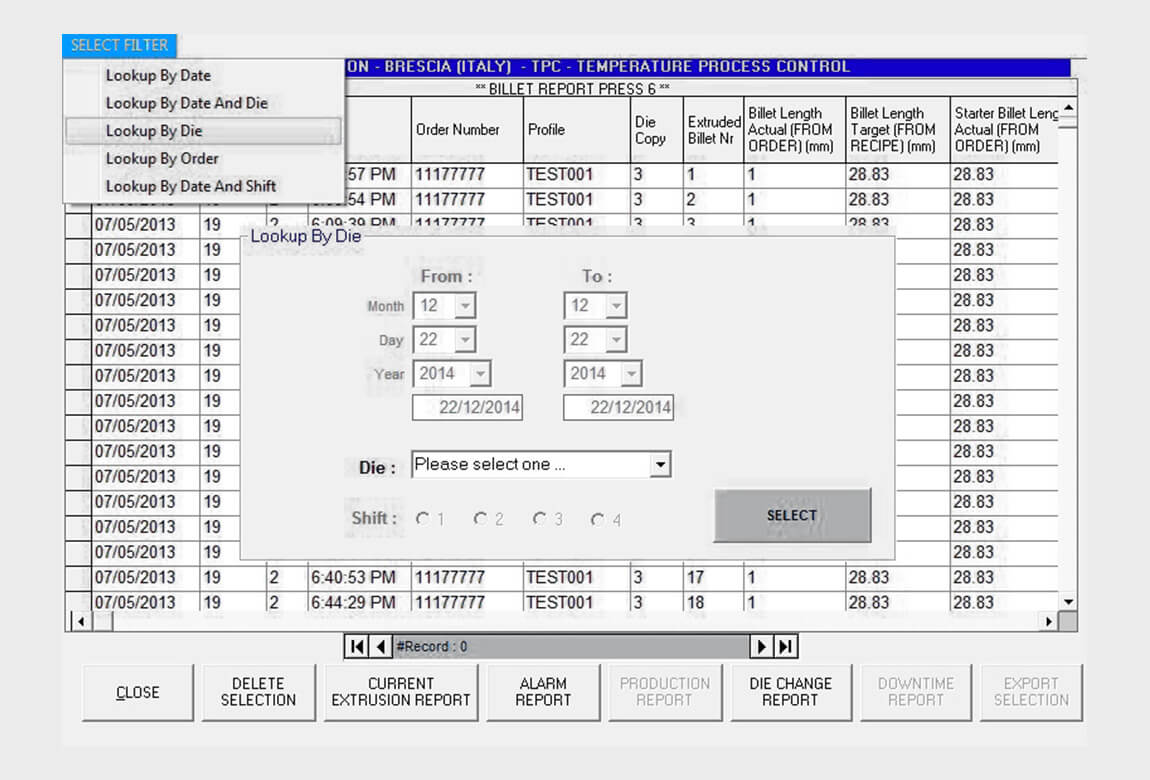
ОТЧЕТ О ПРОЦЕССЕ И ПРОИЗВОДСТВЕ
Ведение подробной отчетности для помощи техническим специалистам и менеджерам в принятии решений по усовершенствованию процесса.